연마량을 간단·정확하게 측정하는 방법
「연마」란 「갈고 닦는 것」입니다. 공업계에서도 다양한 분야에서 사용되며 대표적인 것으로 반도체 공정의 래핑을 들 수 있습니다.
여기에서는 대상의 표면을 연마해 매끄럽게 하는 「연마」와 연마에 의해 발생한 변형이나 손상을 제거하는 「에칭 기술」의 기초 지식과 특징, 그리고 그 평가에 사용되고 있는 「3D 형상 측정기」의 활용 사례를 소개합니다.
- 랩 연마
- 버프 연마
- 전해 연마
- 화학 연마
- 수지의 마모량 해석 사례
- 연마 패드의 형상 측정 사례
- 숫돌의 형상 측정 사례
- 다양한 종류의 에칭
- 금속 조직의 관찰, 에칭에 의한 조성 분석 사례
- 에칭량의 평가 사례
- 화학 연마 처리 후의 표면 거칠기 측정 사례
랩 연마
랩이라고 불리는 평면 정반에 대상 물체를 두고 대상 물체와 정반 사이에 연마 입자로 랩제(다이아몬드·탄화규소·알루미나 등)를 부은 후 테이블을 회전시켜 대상 물체의 표면을 깎는 연마 방법입니다.
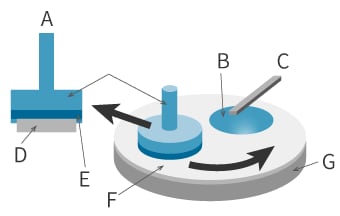
- A
- 측면도
- B
- 슬러리
- C
- 슬러리 피더
- D
- 웨이퍼
- E
- 캐리어 필름
- F
- 연마 패드
- G
- 연마 회전 테이블
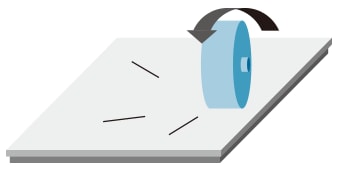
버프 연마
직물 또는 기타 재료로 만들어진 연마륜(버프)에 연마제를 스며들게 하거나 표면에 도포하고 회전시켜 대상 물체를 누름으로써 표면의 면 거칠기를 향상시키는 연마 방법입니다.
전해 연마
전해 연마액이라고 불리는 산성 액체에 대상 물체를 담그고 대상 물체의 양극으로 전류를 흘립니다. 반대극의 표면에서 미량의 철이나 니켈 원자가 녹아 대상 물체에 에칭됩니다. 음극 설치로 원하는 곳이 깎이므로, 결과적으로 적은 에칭량으로 미세한 조도로 마무리할 수 있습니다.
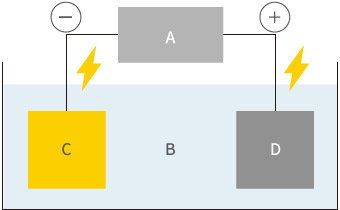
- A
- 전원
- B
- 전해액
- C
- 반대극(캐소드)
- D
- 제품(애노드)
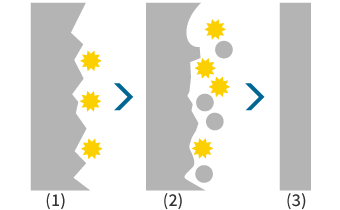
- (1) 연마 전(제품 표면)
- 수μm정도의 요철
- (2) 연마 시(제품 표면)
- 볼록한 부분부터 용해
- (3) 연마 후(제품 표면)
- 평면화
전해에 의해 볼록한 부분부터 용해함으로써 평면화.
화학 연마
화학 연마액이라고 불리는 산성 액체에 대상 물체를 투입하여 대상 물체의 표면을 녹입니다. 대상 물체의 앞면과 뒷면의 구분 없이, 액체가 닿는 부분은 균일하게 에칭 되기 때문에 전해 연마와 같은 선택성은 없습니다.
| 전해 연마 | 화학 연마 | |
|---|---|---|
| 연마량 |
일반적으로 1 ~ 5μ |
일반적으로 1 ~ 20μ |
| 도달 정도 |
서브 미크론 |
미크론 |
| 전극 |
필요 |
불필요 |
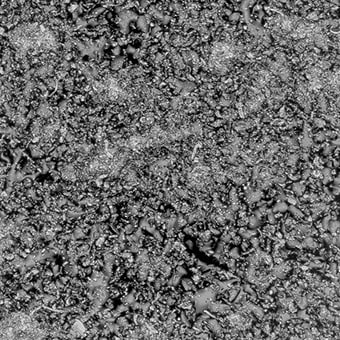
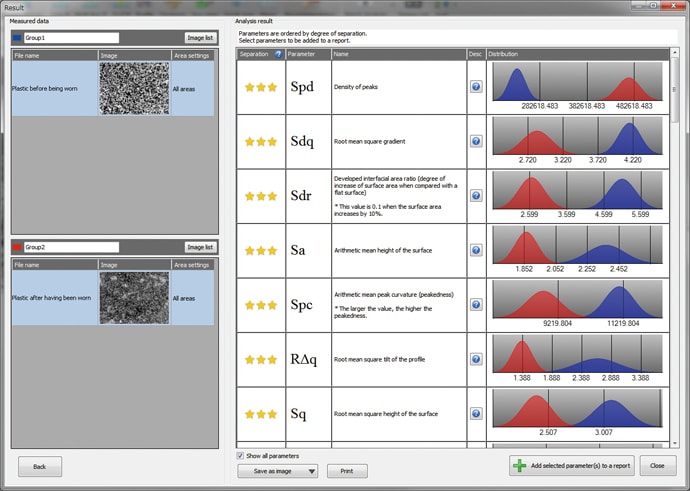
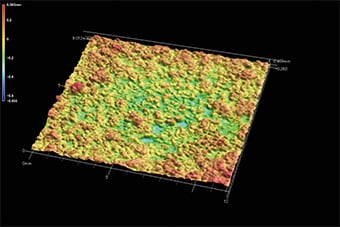
수지의 마모량 해석 사례
평가 전과 평가 후의 표면 성상이나 마모 방법, 양 등의 경향을 분석함으로써 재료 배합이나 화학 합성 조건을 세세하게 분류, 수치화해 불필요한 제조 비용을 개선할 수 있었습니다.
기존 방법
촉침식 표면 거칠기 측정기로 평가
- 수지의 경우 촉침의 측정압에 의한 흠집이 발생한다.
- 측정 포인트의 편차를 없애기 위해 N수를 늘려야 하므로 분석에 대한 공정 수도 늘어난다.
도입 효과
- 여러 개의 평가 데이터를 취합하여 동일한 평가 조건으로 해석할 수 있다.
- 면으로 평가할 수 있기 때문에 거칠기, 체적, 표면적 등의 다각적인 해석을 할 수 있다.


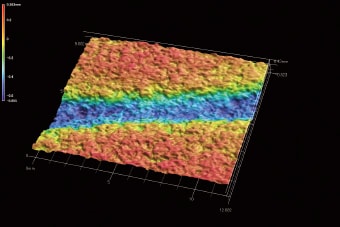
연마 패드의 형상 측정 사례
연마 패드의 표면 상태가 연마 대상의 평탄도나 균일성 등의 마무리에 영향을 주기 때문에 중요합니다.
표면 상태를 정량 평가함으로써 품질을 개선할 수 있습니다.
기존 방법
SEM에서 평가
- 관찰할 수 있는 범위가 좁기 때문에 N수를 늘려야 한다.
- 샘플의 가공, 증착 등 전처리가 필요하기 때문에 분석에 시간이 걸린다.
도입 효과
- 측정 범위가 넓고 한 번에 평가할 수 있다.
- 측정 시간이 짧다.
- 표면의 형상, 요철을 정량화할 수 있다.
숫돌의 형상 측정 사례
숫돌 본체에 다이아몬드·CBN 연마 입자를 도금으로 고정하기 때문에 숫돌 본체의 형상이 중요합니다.
전착 숫돌 본체의 표면 형상을 평가함으로써 수율을 개선할 수 있었습니다.
기존 방법
SEM에서 평가
- 관찰할 수 있는 범위가 좁기 때문에 N수를 늘려야 한다.
- 분석에 시간이 걸린다.
- 시료 사이즈가 한정적이기 때문에 분석을 위한 가공이 필요하여 파괴 검사가 된다.
도입 효과
- 시료 사이즈에 제한이 없기 때문에 비파괴로 평가할 수 있다.
- 표면의 형상, 요철을 정량화할 수 있다.
다양한 종류의 에칭
에칭은 크게 산, 알칼리 등의 화학 용액을 이용한 습식 에칭과 이온, 가스, 라디칼 등을 이용한 건식 에칭으로 나뉩니다.
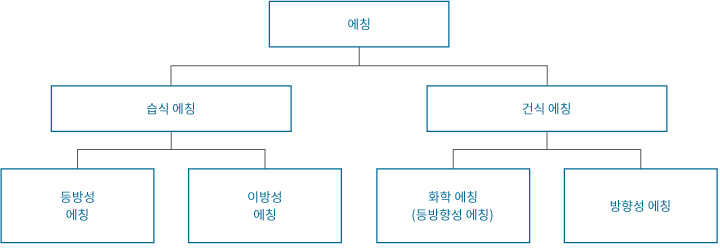
습식 에칭
- 등방성 에칭
-
마스크 개구부에서 표면의 방선 방향과 같은 속도로 에칭되기 때문에 마스크의 바로 아래가 식각됩니다.(사이드 에칭, 언더컷). 희생층을 제거할 때 이 방법이 사용됩니다.

- A
- 마스크
- 이방성 에칭
-
사이드 에칭을 억제하고 결정 이방성을 이용하여 특정 방향으로만 에칭을 실시하는 방법입니다.

- A
- 마스크
건식 에칭
- 화학 에칭(등방향성 에칭)
-
이온화·라디칼화한 반응 가스와 에칭 대상과의 화학 반응에 의한 에칭 방법입니다.
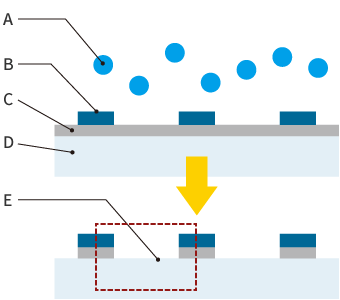
- A
- 이온 플라즈마
- B
- 레지스트
- C
- Sio2 등의 산화막(절연 재료)
- D
- 실리콘 웨이퍼
- E
- 레지스트가 없는 부분이 이온에 의해 깎임
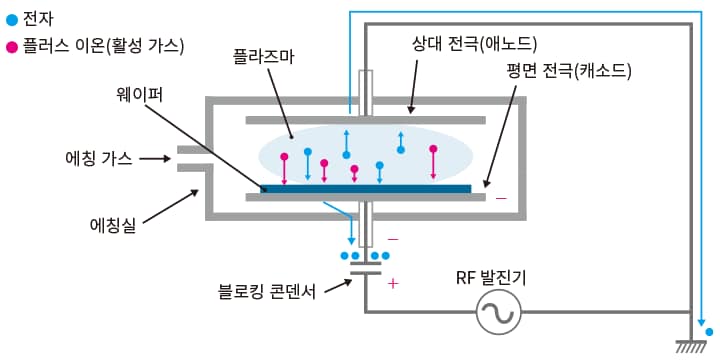
- 방향성 에칭
-
에칭 대상에 대해 지향성을 가지는 이온이나 고속 중성 입자를 충돌시켜 에칭하는 방법입니다.
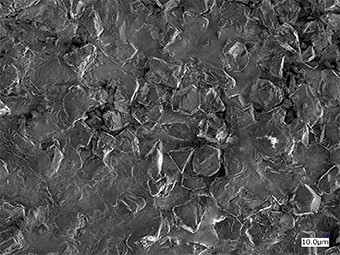
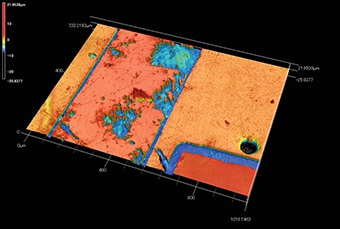
금속 조직의 관찰, 에칭에 의한 조성 분석 사례
SEM에서만 볼 수 있는 금속 조성을 관찰하고 에칭에 의해 부식된 부위의 높이를 측정하는 것으로 조직의 성분도 평가할 수 있습니다.
기존 방법
SEM에서 평가
- 금속 현미경이나 SEM을 통해 금속 조직을 육안으로 관찰할 수밖에 없었다.
- 육안에 의한 판단에는 N수의 평가가 필요하고 측정 포인트나 사람에 의한 편차도 발생하며 해석에 시간이 걸린다.
도입 효과
- 화질이 좋으며, SEM에서만 보였던 금속 조성이 보인다.
- 표면의 형상, 거칠기를 정량화하여 해석에 불필요한 공정 수를 취할 필요가 없다.
- 에칭에 의해 함몰된 부위의 높이를 측정함으로써 조직의 성분을 판단할 수 있다.

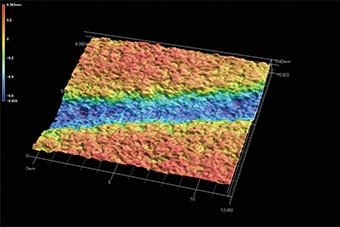
에칭량의 평가 사례
시간 경과나 온도 변화에 수반하는 에칭 효과를 표면 형상이나 표면 거칠기로 정량화할 수 있습니다.
에칭의 조건 설정 등의 평가 공정 수를 삭감할 수 있었습니다.
기존 방법
금속 현미경, 촉침식 표면 거칠기 측정기로 평가
- 확대 관찰 시, 재현성이 부족하고 신뢰성이 낮다.
- 촉침의 선단 R보다 작은 홈은 측정할 수 없다.
도입 효과
- 표면 형상의 차이를 정량화 할 수 있다.
- 촉침의 선단 형상이나 마모의 영향을 받지 않고 표면 거칠기를 평가할 수 있다.
- 에칭 시간
-
0분 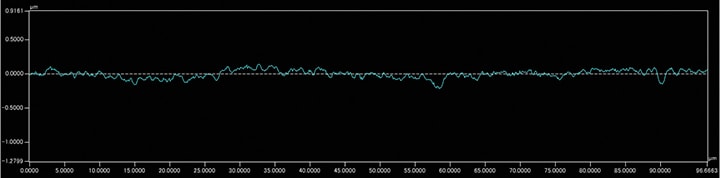
-
5분 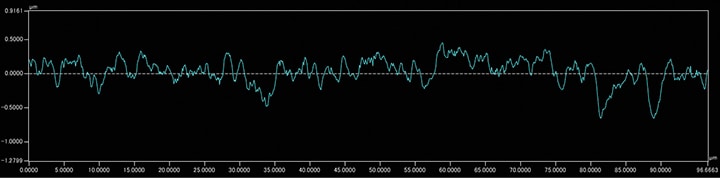
-
10분 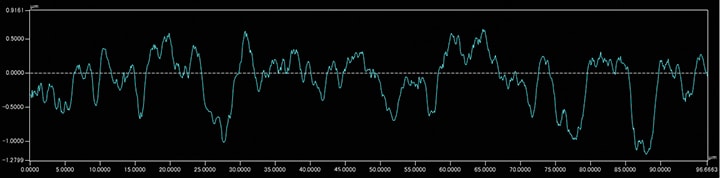
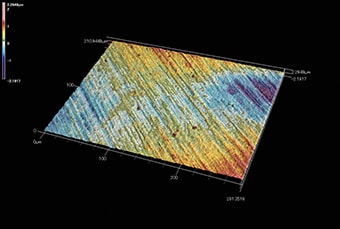
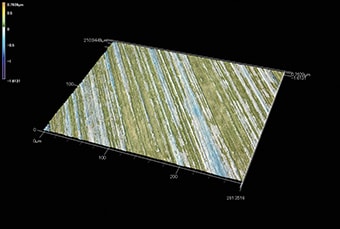
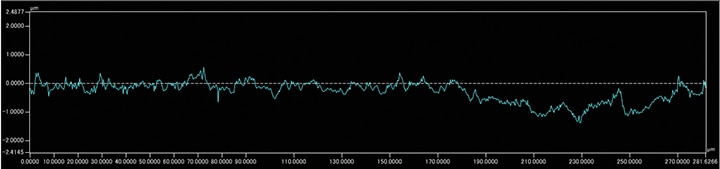
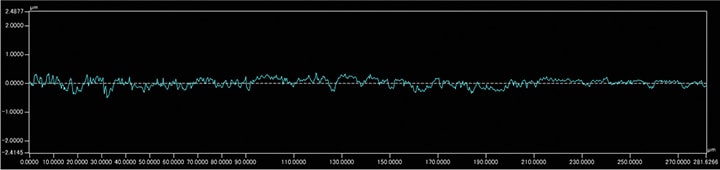
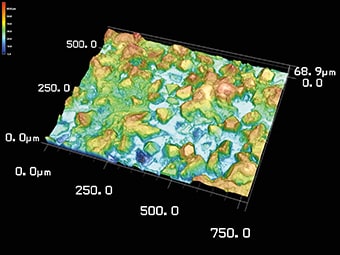
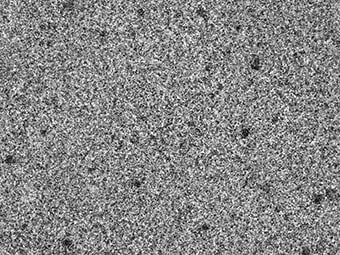
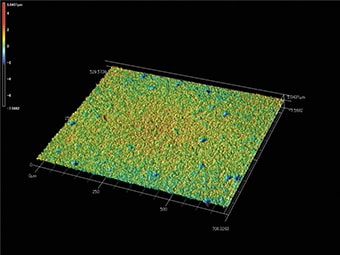
화학 연마 처리 후의 표면 거칠기 측정 사례
화학 연마 처리 후의 표면 거칠기를 평가함으로써 화학 연마가 모재에 미치는 영향을 평가할 수 있게 되어 수율을 개선할 수 있었습니다.
기존 방법
SEM에서 평가
- 금속 현미경을 통해 육안으로 금속 표면을 관찰.
- 촉침식 표면 거칠기 측정기를 사용한 표면 거칠기 평가에서는 측정 포인트에 의해 수치의 편차가 발생하기 때문에 N수의 평가가 필요하고 해석에 시간이 걸린다.
도입 효과
- 표면의 형상, 거칠기를 정량화할 수 있다.
- 면으로 평가할 수 있기 때문에 재현성이 높은 평가를 할 수 있다.