디지털 마이크로스코프를 이용한 연마 가공의 관찰·검사
연마 가공은 연삭 가공 후의 마무리 공정에서 이용되며, 연마 입자의 크기를 서서히 줄임으로써 표면 손상을 최소화할 수 있습니다. 또한 빛의 난반사를 억제한 경면으로도 마무리할 수 있습니다. 여기에서는 연마 가공의 개요와 디지털 마이크로스코프를 이용한 관찰·검사 사례를 소개합니다.
연마 가공이란
연마 입자를 사용하여 재료의 표면을 서서히 깎아 매끄럽게 가공하는 방법입니다.
표면을 매끄럽게 만들고자 하는 경우나 거울과 같은 광택을 내고 싶은 경우에 이용되며, 제품의 외관 및 접동성을 향상시키는 효과가 있습니다.
연마 입자·연마석의 용어 해설
- 입도
-
입도란 연마 입자의 크기입니다. 입도는 숫자로 표현되며 일반적으로는 수치가 클수록 입자가 작다는 의미입니다.
- 결합도
-
연마석의 단단한 정도를 결합도라고 하며 알파벳으로 표현합니다. A에 가까울수록 부드럽고 Z에 가까울수록 단단합니다. 단단한 가공물에는 부드러운 연마석을, 부드러운 가공물에는 단단한 연마석을 사용하는 것이 일반적입니다.
- 조직
-
조직 용적에 대한 연마 입자의 비율을 나타냅니다.
조직 번호 0 1 2 3 4 5 6 7 8 연마 입자율(%) 62 60 58 56 54 52 50 48 46 - 결합제(본드)
-
연마석과 연마석을 결합한 것을 결합제(본드)라고 합니다. 대표적인 결합제로는 다음 두 가지가 있습니다.
레지노이드(B): 고속 회전에 대응하며 초벌 연삭에 사용됩니다.
비트리파이드(V): 마무리 연삭, 연마 가공에 사용됩니다.
연마 가공의 종류
대표적인 연마 가공의 종류와 특징은 아래와 같습니다.
- 연마석 연마
-
고속으로 회전하는 연마석에 제품을 접촉시켜 가공하는 연마 방법입니다.
- 버프 연마
-
회전하는 부드러운 천이나 펠트에 연마재를 대고 가공하는 연마 방법입니다. 연마 가공의 마지막 공정에서 경면으로 마무리 하거나 광택을 내는 것이 목적입니다.
- 래핑 연마
-
랩이라는 원형의 평평한 정반에 제품을 고정하고 압력을 가하면서 회전시켜 연마하는 방법입니다. 연마재의 종류에 따라 습식과 건식으로 나뉩니다.
습식: 연마재를 세팅하고 낮은 압력으로 가공합니다. 가공량이 많기 때문에 표면이 무광택으로 마무리됩니다.
건식: 정반의 요철에 연마재를 문질러 높은 압력으로 가공합니다. 가공량이 적고 표면이 경면으로 마무리됩니다. - 배럴 연마
-
탱크형 용기에 연마재와 제품을 넣고 용기를 회전시켜 연마하는 방법입니다. 대량 생산에 적합하지만 버프 연마나 래핑 연마보다 거칠게 연마됩니다. 버 제거 목적으로 사용되는 경우도 많은 연마 방법입니다.
- 전해 연마
-
제품에 전기를 흘려보내 표면을 매끄럽게 연마합니다. 비용이 많이 들지만 연마하기 어려운 미세한 부분과 좁은 부위도 연마할 수 있습니다.
대표적인 연마 입자의 재질
연마 입자에는 다양한 종류가 있습니다. 대표적인 연마 입자의 재질과 가공 대상은 아래와 같습니다.
- 산화 알루미늄
-
알루미나라고 하며 가격이 매우 저렴하므로 탄화 규소와 함께 널리 사용됩니다.
가공 대상: 철, 금속 - 카바이드
-
탄화 규소가 대표적이며 일반적으로 널리 사용되고 가격이 저렴합니다.
가공 대상: 비철(구리·알루미늄), 비금속 - 지르코니아
-
다이아몬드보다 경도가 낮지만 난삭재의 연마에 사용됩니다.
가공 대상: 난삭재 - CBN
-
질화 붕소 입방체(Cubic Boron Nitride)라고 하며 다이아몬드 다음으로 단단하지만 다이아몬드보다 고가입니다. 고온 내성이 있으므로 수명이 깁니다.
가공 대상: 초경합금 - 다이아몬드
-
열에 약하기 때문에 글라스나 실리콘처럼 경도가 높고 고온에서도 반응성이 낮은 재료의 연마에 사용됩니다.
가공 대상: 글라스, 실리콘
디지털 마이크로스코프를 이용한 연마 가공의 관찰·검사 사례
KEYENCE의 4K 디지털 마이크로스코프 「VHX 시리즈」를 이용한 연마 가공의 최신 관찰·검사 사례를 소개합니다.
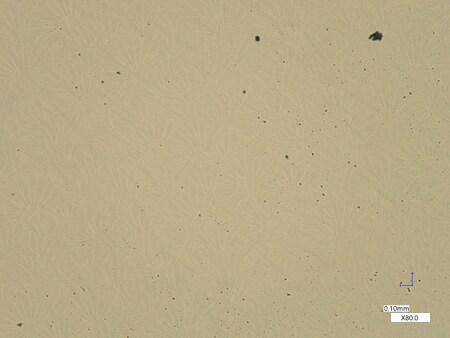
1000× 동축 낙사 조명
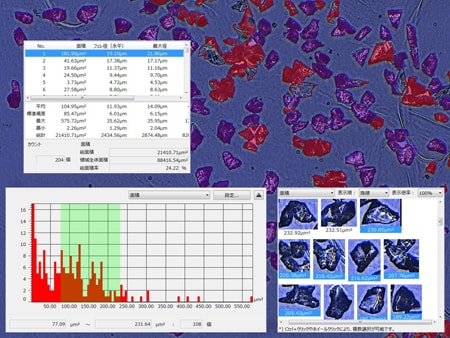
1000× 동축 낙사 조명
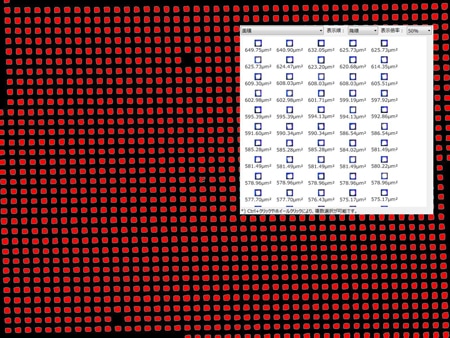
자동 면적 계측 기능을 사용하여 연마 입자의 크기를 정량화할 수 있습니다.
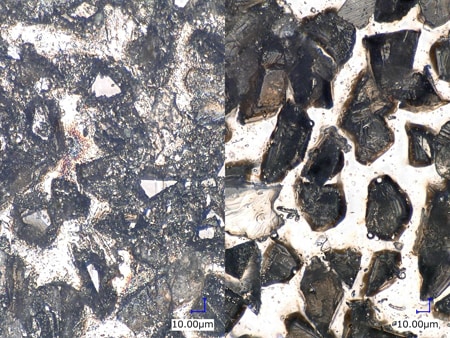
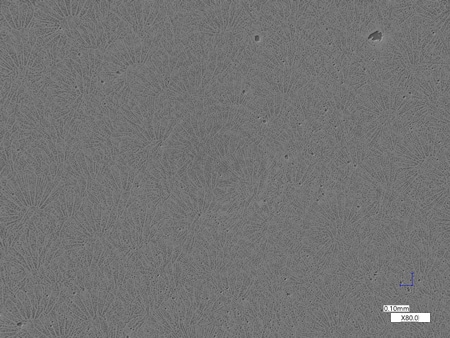
1000×
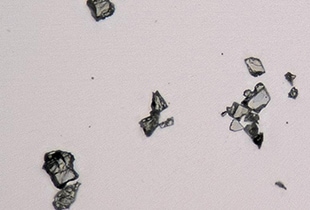
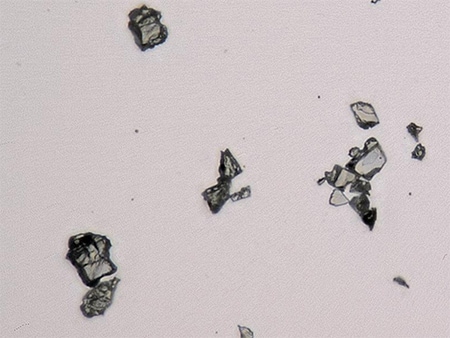
왼쪽: 동축 낙사 조명 오른쪽: 링 조명
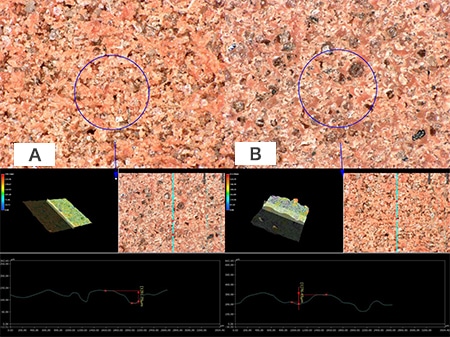
100× 링 조명
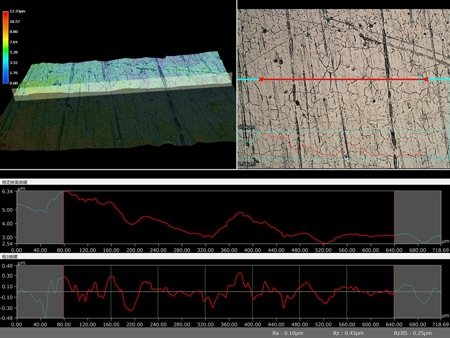
A: 미사용 B: 사용 완료
3D 측정 기능을 사용하여 연마석의 사용 전·사용 후 형상 변화를 측정할 수 있습니다.
경면의 미세한 굴곡과 흠집을 가시화할 수 있습니다.
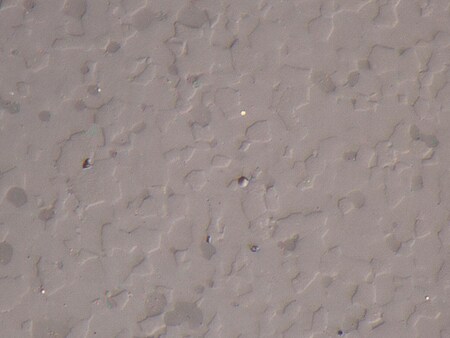
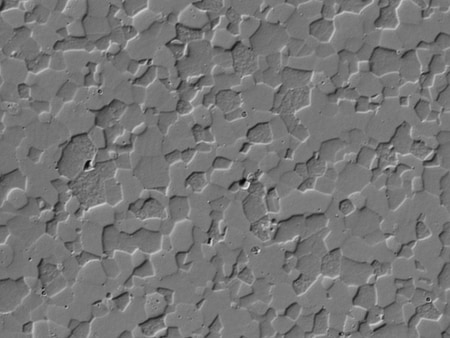
연마면의 미세한 요철을 가시화할 수 있습니다.