자동차·항공 관련 업계
사형 주조의 관찰·해석
주조는 금속 재료를 용융점보다 높은 온도에서 녹이고 형틀에 흘려 넣어 식혀서 원하는 형상으로 굳히는 가공 방법입니다. 여기에서는 사형 주조의 관찰·해석 사례를 소개합니다.
대표적인 주조 방법
대표적인 주조 방법은 다음과 같습니다.
- 사형 주조
- 형의 종류: 사형
가장 오래된 주조 방법으로, 모래로 만들어진 주형(鑄型)에 용융 금속을 흘려 넣습니다. 주형을 1회만 사용하고 버리지만 형 제작 비용이 저렴하기 때문에 소로트 생산에 적합합니다. 사형 주조로 만들어진 부품은 주형인 모래알의 요철까지 전사되므로 표면이 까칠까칠합니다. 또한 정도도 그다지 높지 않습니다. - 다이캐스트
- 형의 종류: 금형
금형에 고압으로 용융 금속을 주입하는 주조 방법입니다. 주형을 반복해서 사용할 수 있지만 형 제작 비용이 고액이기 때문에 대량 생산에 적합한 공법입니다. 다이캐스트 부품은 표면이 깔끔하고 치수 정도가 높은 주물을 단시간에 만들 수 있습니다. - 금형 주조
- 형의 종류: 금형
용융 금속 주입 시 압력을 가하지 않고 중력으로 주입합니다. 이 때문에 「그래비티 주조」 또는 「금형 중력 주조」라고도 합니다. 치수 정도가 높고 완성되는 주물의 기계 특성이 뛰어나기 때문에 강도가 필요한 부품의 제조 시 이용됩니다. - 로스트 왁스
- 형의 종류: 석고/세라믹스
형 안에 녹은 납 등을 흘려 넣어 원형을 만듭니다. 원형의 주위에 석고나 세라믹스를 넣습니다. 화로 등으로 석고나 세라믹스에 열을 가해 굳히는 동시에 원형의 납을 녹입니다. 원형의 납이 흘러나오면 원형의 형상이 전사된 공간이 만들어져 주형이 완성됩니다. 주형을 1회만 사용하고 버리지만 형 제작 비용이 저렴하기 때문에 소로트 생산에 적합합니다. 로스트 왁스로 만들어진 부품은 표면이 깔끔하고 정도도 높은 주물이 됩니다.
사형 주조의 종류와 특징
사형 주조의 장점/단점
- 장점
- 목형의 경우 초기 투자 비용이 저렴하다.
- 목형의 경우 제작 기간이 짧다.
- 자유롭게 형상을 설정할 수 있어 복잡한 대형 제품을 주조할 수 있다.
- 다품종·소량 생산에 적합하다.
- 어떤 금속이든지 재료로 사용할 수 있다(다이캐스트는 알루미늄 합금, 아연 합금, 마그네슘 합금 등 비철금속으로 제한된다).
- 단점
- 치수 정도가 낮다.
- 사형이므로 주물 표면이 까칠까칠하다.
- 사형을 매번 파괴하기 때문에 운용 비용이 높아 대량 생산에 적합하지 않다.
- 냉각 속도가 느리므로 금형 주조에 비해 기계적 성질이 열악하다.
사형의 종류
사형에는 굳히는 방식에 따라 다양한 종류가 있는데 대표적인 사형은 다음 두 가지입니다.
- 생형
- 규사에 점토(벤토나이트)를 섞고 물의 점결력을 이용하여 굳힌 사형입니다. 규사는 천연으로 산출하므로 저렴하지만 대량 생산에는 적합하지 않습니다.
- 셸 주형(셸 몰드)
- 규사에 열경화성 수지(페놀 수지)를 섞은 레진 샌드를 사용합니다. 주형이 얇고 조개 껍질 형상이기 때문에 셸 몰드라고 합니다.
주형이 얇으므로 표면도 깔끔하게 마무리되어 자동차 엔진 부품 등 정밀 주조에 사용됩니다. 주형의 파괴도 간단하여 대량 생산에 적합하지만, 금속성 금형을 사용하기 때문에 생형에 비해 고가입니다.
모래의 크기
모래의 크기에 따라 주물 표면의 마무리가 크게 달라집니다.
모래 입자가 작을수록 표면이 깔끔한 주물로 완성되지만, 통기성이 나빠지기 때문에 가스 결함이 쉽게 발생한다는 단점도 있습니다. 반면에 모래 입자가 큰 경우에는 주물 표면이 거칠어지지만, 통기성이 좋아 가스 결함이 적은 주물을 만들 수 있다는 장점이 있습니다.
사용 용도에 맞춰 모래 크기를 선택해야 합니다.
대표적인 주조 불량
대표적인 주조 불량은 다음과 같습니다.
- 수축 기공
-
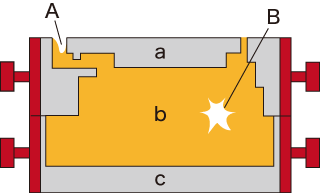
- A: 외부 수축
- B: 수축 기공
- a: 상형
- b: 중자
- c: 하형
수축 기공은 주조 기공의 일종입니다. 주물 내부에 발생하는 복잡한 형상의 비교적 큰 공동(空洞)으로, 액체에서 고체로 변화할 때의 체적 수축에 의해 발생합니다.
- 블로홀
-
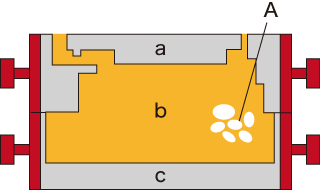
- A: 블로홀
- a: 상형
- b: 중자
- c: 하형
블로홀은 수축 기공과 같은 주조 기공의 일종입니다. 주물 내에 발생하는 둥그스름한 공동으로, 주형에 용탕이 주입될 때 공기나 각종 가스가 용융 금속으로 섞여 들어가 발생합니다.
- 균열
-
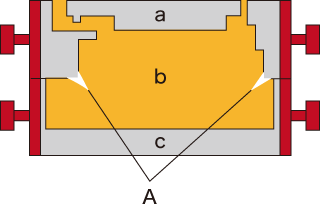
- A: 균열
- a: 상형
- b: 중자
- c: 하형
주물 표면에 발생하는 균열을 말합니다. 균열은 주조 시의 체적 수축 등으로 내부에 잔류한 응력이 원인이 되어 발생합니다.
- 탕회 불량
- 탕회 불량은 용융 금속이 주형 안을 완전하게 채우지 못해 주물의 형상이 불완전해져서 발생합니다.
- 버
- 버는 주형의 맞춤면(분할면)을 따라 발생합니다. 형의 정도 불량, 조립 실수, 열화로 인한 틈새 확대 등이 원인이 되어 발생합니다.
- 치수 불량
- 주형은 주조 시 체적 수축이나 변형을 예상하여 제조됩니다. 예상량 오차, 형 치수 불량, 조립 불량 등으로 인해 발생합니다.
- 주물 표면 불량
- 주형 표면의 모래가 일부 용해되며 눌어붙어 발생합니다.
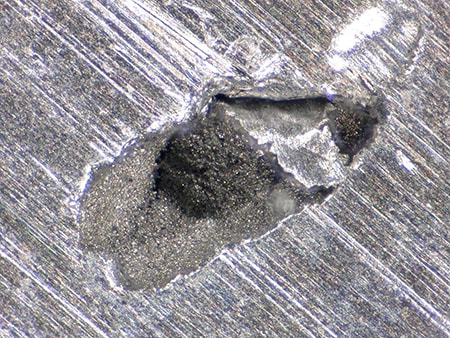
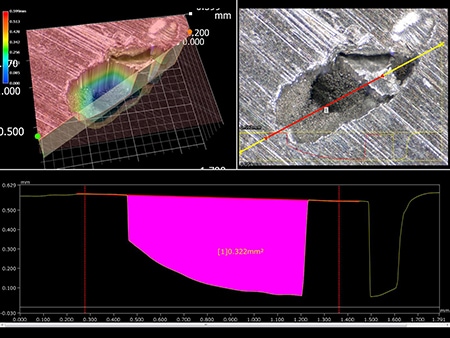
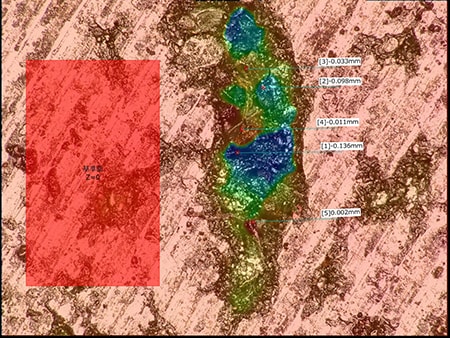
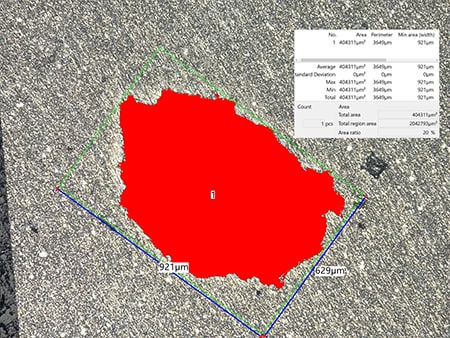
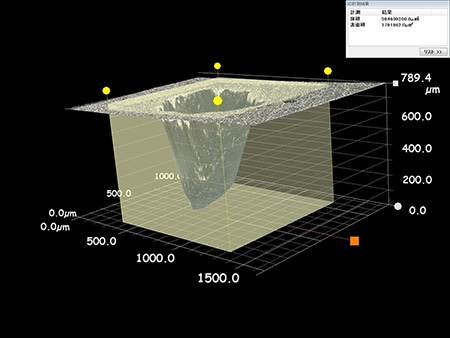
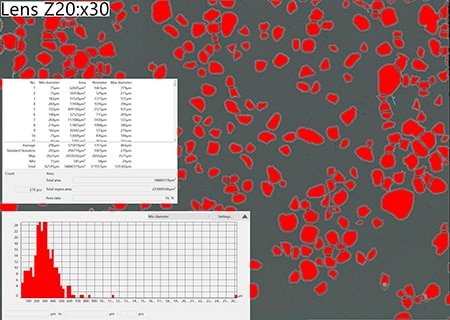
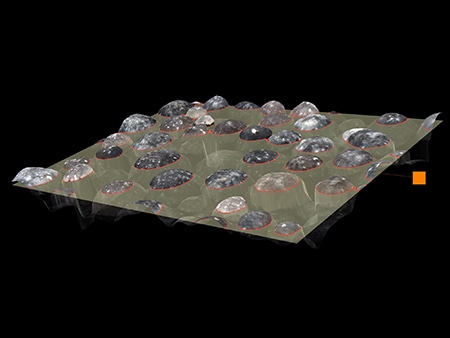
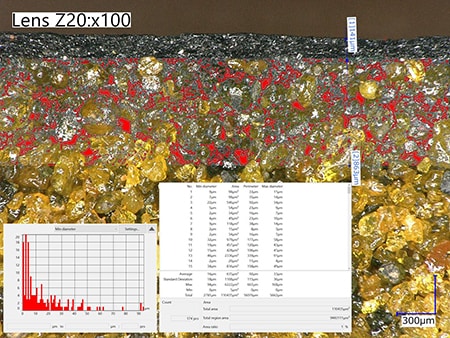
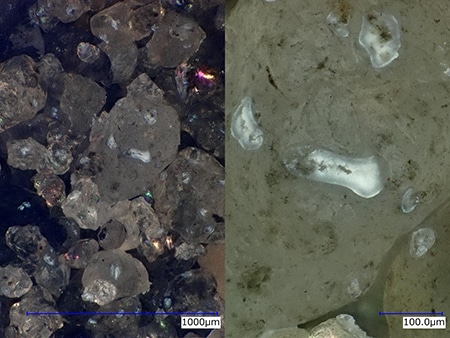
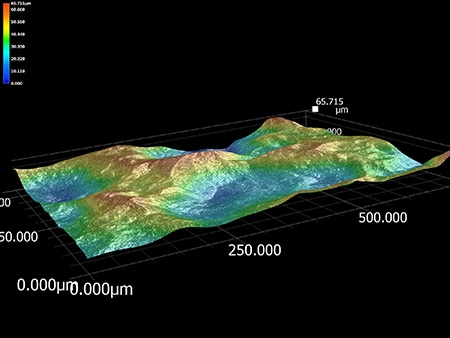
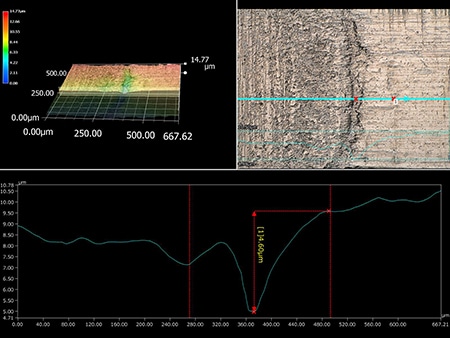
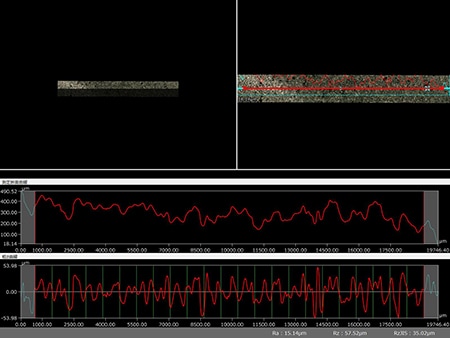
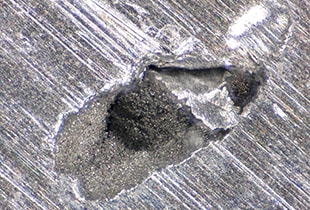
디지털 마이크로스코프를 이용한 사형 주조의 관찰·해석 사례
KEYENCE의 4K 디지털 마이크로스코프 「VHX 시리즈」를 이용한 사형 주조의 최신 관찰·해석 사례를 소개합니다.