
NC 선반
1. 주요 기능과 특징
금속 가공을 비약적으로 진보시킨 NC 공작 기계는 1950년대에 등장했습니다. 지금까지 인간의 손으로 하던 조작을 컴퓨터에 의한 수치 제어(Numerically Control=NC)로 자동화하게 된 것입니다. 그 후 「컴퓨터를 내장한 NC 공작 기계」로 진화하면서 CNC 공작 기계라고 불리기도 합니다.
그 중에서도 NC 선반은 본래 1950년대 후반 일본의 대학에서 개발되었습니다. 그 후 기존의 선반에 서보 기구를 부가한 제품이 보급되고 오늘날에 이르기까지 비약적인 진화를 이루어 왔습니다.
본래 선반이란 원주 형태의 가공 재료를 회전시켜 그곳에 바이트를 대고 불필요한 부분을 깎아내는 공작 기계입니다. 기본이 되는 우측 날 바이트에 의한 선삭 가공 외에 구멍 뚫기, 보링, 홈 가공, 나사 내기 등의 가공을 할 수 있습니다.
그에 비해 NC 선반은 수치 제어를 바탕으로 미리 설정한 순서에 따라 수십 종류에 이르는 바이트를 구분해서 사용하여 자동 가공을 한다는 점이 특징입니다. 그리고 가로와 세로, 높이의 좌표 축을 통해 절삭 등의 가공 위치를 고정도로 제어할 수 있으며, 가공물의 재질이나 원하는 형상에 따라 회전 속도 및 바이트의 이송 속도를 제어함으로써 자유자재로 가공이 가능합니다.
2. NC 선반의 주요 종류
선반으로 가공할 때 기본인 우측 날 바이트를 비롯하여 절단 바이트나 보링 바이트 등을 구분하여 사용하면 여러 가지 형상을 만들어낼 수 있습니다. 여러 개의 바이트를 설정 변경 없이 연속해서 사용할 수 있다면 가공 효율을 높일 수 있는 것은 물론, 가공물의 방향을 바꾸거나 다른 바이트로 교체했을 때 발생할 수 있는 가공 정도의 저하를 방지할 수 있습니다.
이와 관련하여 NC 선반에서 주류가 된 것은 터릿이라는 회전 장치에 여러 개의 바이트를 장착하고 터릿을 회전시킴으로써 다른 바이트로도 가공할 수 있게 만든 타입입니다. 이로 인해 가공물을 척(장착 장치)에 고정한 상태에서 하나의 공정이 완료된 후 다른 공정을 연속해서 실시할 수 있습니다.
또한, 다축 자동 선반은 여러 개의 주축으로 각기 다른 가공을 동시에 할 수 있기 때문에 생산 효율이 높다는 점이 특징입니다. 단축 자동 선반은 단일 가공을 연속적으로 실시하는 경우에 적합합니다. 가공물을 자동으로 설치하는 오토 로더가 있어 동일한 형상의 물체를 대량으로 가공할 수 있습니다. 그 외에 특수한 것으로는 큰 가공물에 대응한 정면 선반과 수직식 선반, 철도 차량의 바퀴를 가공하는 바퀴 선반 등이 있습니다.
3. NC 선반의 진화
현재 NC 선반은 컴퓨터 제어가 발달하여 NC 선반이라고 하면 곧 CNC 선반을 의미하게 되었습니다. 생산 효율을 추구하는 관점에서 주축 및 터릿을 여러 개 탑재하여 한 번의 처킹(가공물 고정)으로 여러 부분을 동시에 가공할 수 있는 모델이 보급되었습니다.
한편 가공 정도에 관해서는 서브미크론 단위에 대응한 고정도의 선반이 전자 기기 관련 등 정밀 가공에 다수 이용되고 있습니다. 또한, 부속 기능으로 가공물 반출입이나 세정, 계측 등의 작업까지도 자동화된 기기가 등장해서 제조의 효율화에 크게 기여하고 있습니다.
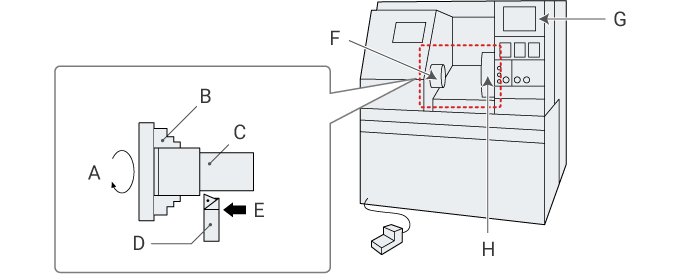
- A
- 주축으로 회전
- B
- 척
- C
- 가공물
- D
- 바이트
- E
- 선삭
- F
- 스핀들(회전 주축)
척으로 가공물을 고정 - G
- 제어반
- H
- 터릿(바이트 지지대)
다수의 바이트를 고정
